
#ToolPrepFacts #1 Schneidkantenverrundungen richtig messen
Die Vermessung und Beschreibung von Schneidkantenverrundungen an Zerspanungswerkzeugen ist ein oft diskutiertes Thema. Insbesondere, wenn es um die Vergleichbarkeit von Ergebnissen geht. Zur genauen Bestimmung sind nicht nur die verschiedenen Messwerte von Interesse, sondern auch die im Hintergrund verwendeten Algorithmen.
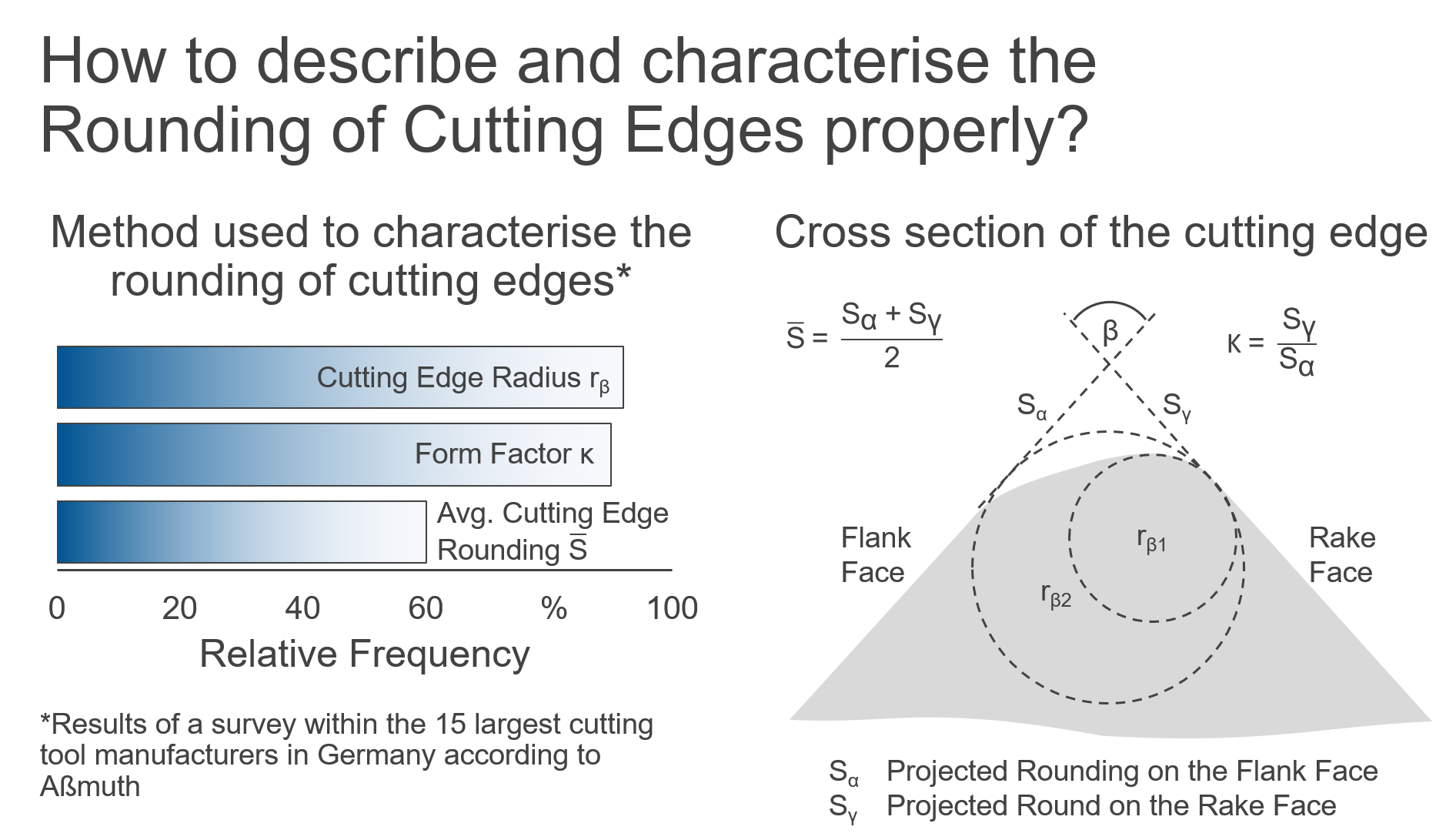
Zu Beginn der Beschreibung von Schneidkanten an Zerspanungswerkzeugen wurde oft der Schneidkantenradius verwendet, da dieser eine sehr einfache und schnelle Auswertung zu lässt. Dies führte zu einer schnellen Verbreitung dieses Kennwertes und wird in vielen Unternehmen noch heute zur Beschreibung der Schneidkantenverrundungen eingesetzt. Ein bedeutender Nachteil dieser Methode ist jedoch die fehlende Robustheit der Messgröße. Wie in der Schnittdarstellung zu sehen, kann je nach gewähltem Algorithmus eine deutliche Abweichung bei der Vermessung erfolgen (rβ1 vs. rβ2). Manchmal reichen bereits geringfügig veränderte Winkeleinstellungen dazu, dass unterschiedliche Ergebnisse resultieren.
Daher wurde durch Denkena das sogenannte Formfaktormodell entwickelt. Mit diesem Verfahren wird die mittlere Schneidkantenverrundung durch die Abstände zwischen dem Schnittpunkt der Projektionen an Frei- und Spanfläche und den Ablösepunkten an diesen beiden Flächen bestimmt. Durch die Berücksichtigung des gleichzeitig eingeführten Formfaktors ließ sich eine detaillierte Beschreibung der Schneidkantenmikrogestalt ermöglichen.
Die Entwicklungen führen jedoch auch aufgrund der immer detaillierteren Beschreibung von Schneidkanten zu einer erhöhten Komplexität und Unübersichtlichkeit. Daher ist im vergangenen Jahr die r #VDI2654 durch den VDI – Verband deutscher Ingenieure innerhalb eines Arbeitskreises erarbeitet worden. Hierdurch ist eine vereinheitlichte Beschreibung der Schneidkantengestalt möglich.
Dieser Beitrag hat 0 Kommentare