
Gute Oberflächengüte nach der Schneidkantenpräparation
Eine Beeinflussung der Spanbildung durch die Schneidkantenpräparation ist bereits bekannt. Die Beseitigung der erzeugten Späne aus der Wirkzone wird bei Bohr- und Fräswerkzeugen durch die Spannut übernommen. Aktuelle Untersuchungen zeigen, dass eine prozesssichere Spanabfuhr durch die Spannuttopografie beeinflusst wird. Im Fokus industrieller Anwendungen steht seit geraumer Zeit der Einsatz von polierten Spannuten an Bohr- und Fräswerkzeugen. Der optische Glanz der so erzeugten Spannuten hat nicht nur optische Vorteile, sondern bietet auch Verbesserungen hinsichtlich der Vermeidung adhäsiver Ablagerungen.
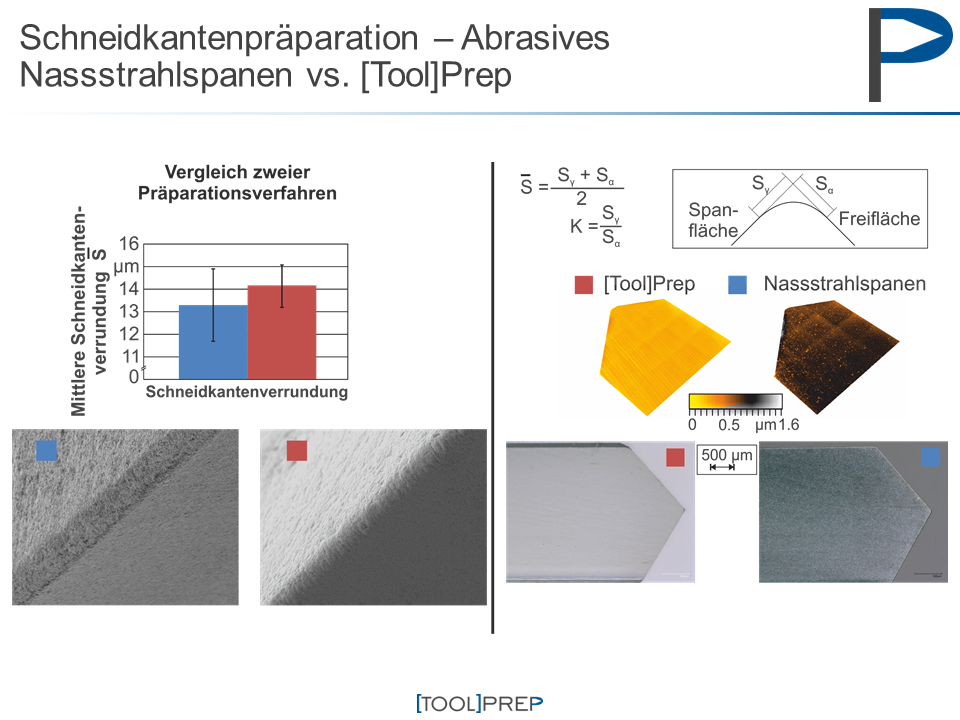
Meist werden zur Politur Schleppschleifverfahren eingesetzt. Da diese Prozesse jedoch relativ teuer sind und einen hohen Wartungsaufwand erfordern, kommen oft auch elastisch gebundende Diamantschleifscheiben zum Einsatz (https://www.nortonabrasives.com/de-de/aktuelles/produktneuheiten/schaftwerkzeuge-qualitativ-hochwertig-und-kosteneffizient-schleifen). Beim Ansatz von Verfahren nach dem Abrasivstrahlverfahren kommt es bei der Schneidkantenverrundung meist zu einer Beeinflussung der vorher aufwendig poliergeschliffenen Spannut. Somit wird der Vorteil einer Spannutpolitur reduziert und es entsteht ein Zielkonflikt.
Die Leistungssteigerung von Zerspanungswerkzeugen durch eine gezielte und definierte Schneidkantenverrundung ist bekannt. Daher stellt die einfachste Lösung durch einen Verzicht auf die Schneidkantenpräparation, keine Lösung dar.
Durch [Tool]Prep einfach erklärt ist die Präparation von Schneidkanten, ohne die zuvor poliergeschliffene Spannut und deren Oberflächengüte zu beeinflussen, möglich. Das Verfahren bietet somit eine Lösung des Problems durch die Integration in bestehende Prozessketten. So ist es möglich, die vorher erzeugten hohen Oberflächengüten auch nach der Schneidkantenverrundung zu erreichen. Zusätzlich ergeben sich durch das Verfahren kaum Verlängerungen der Prozesszeiten, da die Prozesszeiten zumeist < 3 s sind.
Dieser Beitrag hat 0 Kommentare