
Mit [Tool]Prep zur selektiven Werkzeugpräparation: Konstante Oberflächengüte bis zum Schluss
Gerade beim Einsatz von Reibahlen und Einlippenbohrer wird der Werkzeugstandweg meist durch die Oberflächengüte bestimmt. Während sich die Kenngrößen der Bohrungsgüte noch häufig innerhalb der Norm befinden, sorgen produktspezifische Oberflächentoleranzen der erzeugten Bohrungen für einen frühzeitigen Austausch der Werkzeuge.
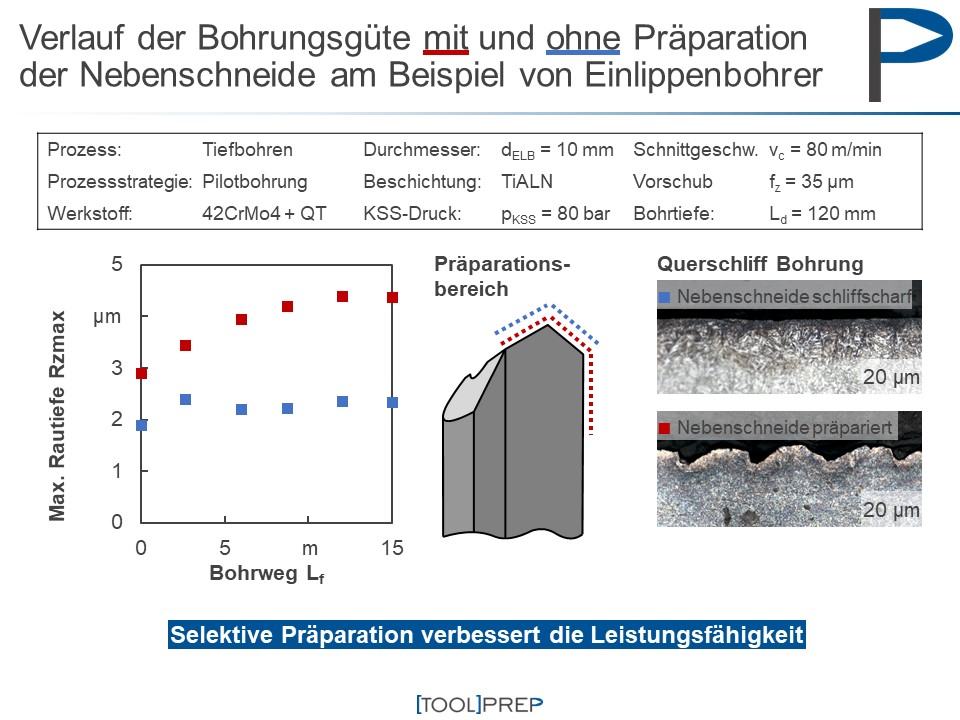
Da die Hauptschneide den größten Anteil des Materialabtrags leistet, kann durch eine signifikante Verrundung die Leistungsfähigkeit erhöht werden. Im Gegensatz dazu sorgt die Nebenschneide für die Erzeugung der gewünschten Oberflächenqualität der Bohrung. Hier kann es aufgrund zu großer Verrundung zu Materialanhaftungen und -aufwürfe kommen.
Mit bisherigen Präparationsverfahren war die selektive Präparation von Haupt- und Nebenschneide meist gar nicht, oder nur mittels komplexer Prozessführung oder aufwendigem Maskieren einzelner Werkzeugbereiche möglich.
Durch die Anpassung des Abrasivkörpers an den Werkzeugdurchmesser ermöglicht [Tool]Prep eine Präparation der Hauptschneide ohne Beeinflussung der Nebenschneide. Dies trifft insbesondere auf Einlippentiefbohrer zu, da sich dieses Verfahren durch die hervorragende Oberflächengüte auszeichnet.
In anderen Fällen kann eine Schneidkantenpräparation an der Nebenschneide in geringem Umfang von wenigen µm gewünscht sein, um eine erhöhte Materialumformung zu erreichen. Für diese Fälle lässt sich der Durchmesser des verwendete Abrasivkörpers ebenfalls an den Werkzeugdurchmesser anpassen. Hierdurch ist eine geringfügige Verrundung der Schneidenecke sowie der Nebenschneide für bspw. Wendelbohrer oder Reibwerkzeuge erreichbar.
Dieser Beitrag hat 0 Kommentare